Blog
Industria 4.0
Logistica e magazzino: guida pratica per una gestione smart
Webmaster

I professionisti della logistica e gestione del magazzino più attenti e lungimiranti hanno riconosciuto, ormai da tempo, le potenzialità delle nuove tecnologie. Le soluzioni wireless e i dispositivi di ultima generazione per le attività di prelievo e deposito merci sono solo alcune delle opportunità presenti sul mercato.
L’utilizzo della carta sia in ambito produttivo, sia per la gestione di logistica e magazzino, sta scomparendo poco per volta per lasciare spazio ad apparecchi tecnologici in grado di restituire informazioni aggiornate in tempo reale e sempre disponibili, grazie al cloud.
Anche la mobilità rappresenta un valore aggiunto imprescindibile per una gestione logistica efficiente e può proiettare l’azienda in scenari di business sempre migliori.
Nell’articolo che segue riportiamo alcune soluzioni disponibili ed alcuni consigli pratici per avvicinarsi ad una logistica smart. Per praticità partiremo proprio dall’analisi delle problematiche più frequenti all’interno di un magazzino che proveremo a risolvere con soluzioni concrete.
I principali problemi legati alla gestione operativa di logistica e magazzino
- Compilazione manuale di moduli
- Informazioni eterogenee riportate sulle etichette dei prodotti
- Impossibilità di aggiornare i dati degli stock a magazzino direttamente in corsia
- Mancanza di visibilità delle scorte a magazzino
- Difficoltà di comunicazione tra gli operatori
Pur rappresentando solo una piccola parte delle problematiche legate ad una tradizionale gestione di logistica e magazzino, quelle appena citate sono variabili in grado di incidere pesantemente sia sui costi dell’azienda, sia sulla soddisfazione finale del cliente.
Cerchiamo quindi di capire in che modo queste criticità possono essere risolte con soluzioni facilmente applicabili ed economicamente sostenibili.
Soluzioni tecnologiche per rendere più efficienti logistica e magazzino
Come abbiamo anticipato, la prima problematica è quella legata alla presenza di fogli volanti in produzione e in magazzino. Fogli che maneggiati a più riprese, si stropicciano, rendendo difficile la lettura dei contenuti o nella peggiore delle ipotesi vengono persi. Alla compilazione manuale si aggancia purtroppo l’errore di trascrizione, dietro l’angolo, anche per gli operatori più attenti.
Se si inseriscono per esempio, per il carico e scarico merci, lettori codice a barre è possibile bypassare la problematica della trascrizione manuale. Rilevando direttamente il codice del prodotto o lotto di interesse, l’acquisizione delle informazioni da parte dell’operatore si velocizza e si automatizza. In questo modo si libera tempo utile e si riduce drasticamente il numero di errori di trascrizione. Se si pensa che l’attività di data entry manuale genera 10 errori ogni 1.000 battute mentre quella tramite scansione di codice a barre 1 ogni 10.000 scansioni, è chiaro come i vantaggi in termini di efficienza dei processi siano immediatamente tangibili.
Anche se i lettori di codice a barre sono disponibili oggi a prezzi veramente accessibili anche nei principali marketplace, è importante non cedere alle soluzioni troppo low cost. L’ambiente produttivo o industriale, richiede dispositivi adeguati, con determinate caratteristiche di fruibilità, resistenza e longevità. A tale proposito possono essere considerati interessanti le soluzioni industriali di Opticon. L’azienda è infatti tra i principali leader mondiali nel mercato delle soluzioni AIDC (Auomatic Identification Data Collection), cioè delle tecnologie per la rilevazione automatica dei dati e sono molte le aziende che attualmente utilizzano tali dispositivi per le proprie attività.
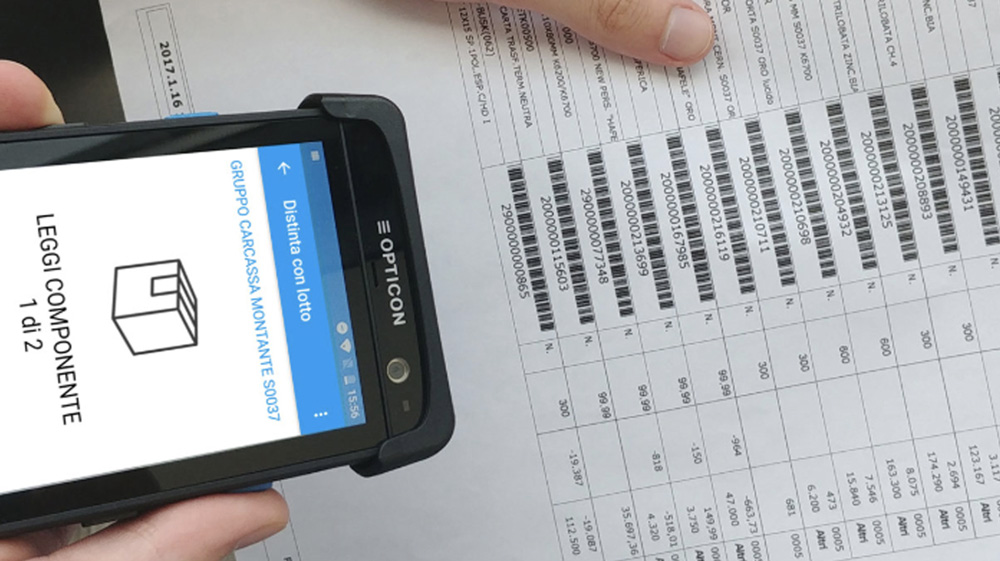
Lettore di codici a barre per attività di magazzino
Veniamo ora alla seconda problematica che ci porta a trattare indirettamente anche la terza. Quando parliamo di etichette generalmente il riferimento è alle etichette tradizionali: di carta, appiccicate agli scaffali, soggette a usura, sbiadite e danneggiate.
Esistono però in commercio etichette digitali, o elettroniche che potrebbero apportare vantaggi immediati se utilizzati in ambito logistico o di gestione del magazzino.
Per comprendere il potenziale delle etichette digitali pensiamo al tempo necessario per l’aggiornamento o la sostituzione delle etichette tradizionali presenti in un magazzino di piccole dimensioni.
Ipotizziamo un magazzino, composto da tre scaffali, ogni scaffale contiene dieci ripiani e su ogni ripiano ci sono 20 etichette, per un totale di 600 etichette. Andiamo avanti con il ragionamento e ipotizziamo che la metà delle etichette presenti, a fronte di un riassortimento, debba essere sostituita. Tra la verifica dei contenuti e la sostituzione effettiva stimiamo un tempo di due minuti, per un totale di 600 minuti. Per un’attività di questo tipo servirebbero quindi 10 ore, oltre una giornata di lavoro di un operatore. Se aumentiamo esponenzialmente il numero di etichette per avvicinarci ai quantitativi di merci a magazzino di un’azienda di piccole-medie dimensioni, possiamo comprendere l’entità del problema. In assenza di soluzioni digitali come le etichette elettroniche le tempistiche da stimare sono lunghe e sottraggono tempo prezioso ad altre attività.
Questi dispositivi, collegandosi ai principali ERP o gestionali aziendali, e attraverso apposite applicazioni, consentono agli operatori di modificare velocemente il contenuto di un ‘etichetta. Non sarà più necessario percorrere tutto il magazzino per l’aggiornamento, tutte le operazioni possono essere fatte direttamente dalla propria postazione desktop. A questo si aggiunge il fatto che esistono software come rLabel appositamente ideati per permettere all’operatore di interagire direttamente con l’etichetta, modificandone i contenuti in real time, senza complesse configurazioni.

Le etichette digitali associate all’utilizzo di software come rLabel permettono quindi una riduzione dei tempi di riassortimento e prezzatura. Offrono inoltre la possibilità di rendere omogenee le informazioni sugli stock di prodotti presenti a magazzino sulla base delle esigenze.
Anche la problematica relativa alla mancata visibilità delle scorte a magazzino può essere velocemente risolta grazie alle etichette elettroniche. Tali dispositivi, ricorrendo ai colori, verde o rosso, possono segnalare all’operatore lo stato delle giacenze. Questa interazione diretta si riflette positivamente sull’attività di riordino delle merci, che si velocizza e si automatizza. I risultati sono: incremento della produttività poichè si riducono i tempi di fermo per mancanza merci e riduzione dei costi di gestione del magazzino.
Veniamo infine al problema della comunicazione discontinua tra gli addetti al magazzino. Consentire agli operatori e ai responsabili di magazzino di accedere sempre e in qualunque momento ai sistemi aziendali è fondamentale. Senza la possibilità di ricevere informazioni in piena mobilità su scorte, ordini e inventario, il lavoro è vincolato alla postazione in ufficio. La conseguenza diretta è che gli addetti al magazzino non sono operativi tra le corsie e i direttori o responsabili non sono sul campo a coordinare le attività. Garantire la possibilità di lavorare con tecnologie e applicazioni mobile è un’opportunità imperdibile per non immobilizzare l’azienda. Interconnessione dei dati prodotti e accessibilità on demand attraverso smartphone o tablet rappresentano le basi dello smart manufacturing.
L’utilizzo di queste tecnologie unito a software WMS (Warehouse Management System) che semplificano ed agevolano le attività di gestione del magazzino, sono ormai realtà facilmente implementabili in azienda. La loro applicazione è in linea con le soluzioni abilitanti dell’industria 4.0 che prevedono incentivi e agevolazioni per chi si avvicina alla fabbrica intelligente.






